Change Language :
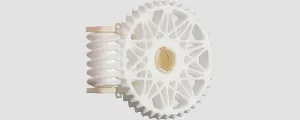
Wear-resistant 3D printing plastics for components in moving applications

Our 3D printing materials are up to 50 times more abrasion-resistant than conventional plastics. This makes them the ideal material wherever components come into contact through movement. On this page you can find out which materials fulfil special requirements, e.g. food conformity or ESD suitability requirements.
In our shop you will find detailed technical information and processing instructions for all our 3D printing materials. Material profiles are also available to download for easy processing of our filaments on common 3D printers from Bambu Lab, Prusa and Ultimaker. ⯈ To the material shop
What do the iglidur plastics have in common?
All iglidur materials contain the same basic materials specifically developed for plain bearings. This means that they are all self-lubricating and wear-resistant thanks to integrated solid lubricants. More details on the specifications of the iglidur base materials can be found in the plain bearing wiki.
All-rounder materials

The iglidur 3D printing materials are considered all-rounders that can be used for any type of wear application under normal conditions.
The bestsellers here are the SLS powder iglidur i3 and the tribofilament iglidur i150.
If, however, your application requires an all-rounder material with significantly higher flexural strength and/or temperature resistance, iglidur i230 is the right material.



Heat-resistant materials

This category includes 3D printing materials that can withstand a permanent application temperature of at least 120°C (without deforming): For such higher application temperatures, we offer wear-resistant tribofilaments and SLS powders.
What do I need to bear in mind when processing heat-resistant tribofilaments?
- To process high-temperature filaments, you need a 3D printer with a build chamber temperature of at least 160°C.
- It is particularly important to store the high-temperature filaments protected from moisture and to dry them before use in order to avoid undesirable quality problems.



Materials that are suitable for ESD



Food-safe materials

Our 3D printing materials also include some with food conformity for safe use in the food and packaging industry. Food conformity guarantees that materials that come into contact with food have been tested for the degree of transferred plastic components. EU Regulation 10/2011 and the FDA in the USA define limit values, above which the material is no longer food-safe. The permissible contact time also plays a role and varies depending on the FDA or EU 10/2011 declaration of conformity and ambient temperature.
Tips for 3D printing with food-safe tribofilaments:
- Protect food-grade filament from dust
- Thoroughly clean all contact parts before printing, especially the extruder pinion, print nozzle and print bed
- Use no adhesive or one that conforms with food standards
- Select slicing software settings for a surface of high density
- Reduced printing speed and adaptation of the line width to the nozzle diameter
Further relevant information on 3D printing of food-safe components can be found here:


Materials for structural components and multi-material printing



DLP and LCD resin

The iglidur 3D printing resins particularly stand out from conventional resins due to their enormous wear resistance and maximum strength.
Thanks to the integrated solid lubricants, they are self-lubricating and are particularly suitable for the production of wear-resistant parts with the finest details.
Like the other igus 3D printing materials, the resins are also processed to order in the in-house 3D printing service. They are also available as material in the shop and can be easily processed on standard DLP and LCD 3D printers.
Tip: Our print profiles for Asiga and Formlabs 3D printers make the printing process even easier. Simply download it free of charge from the product page in the shop and start printing straight away.
iglidur i2000 resin
- Wear-resistant and durable: 50 to 80 times longer service life than standard technical resins
- PTFE-free
- Black colour

iglidur i3000 resin
- Extremely wear-resistant: min. 30 to 60 times longer service life than conventional 3D printing resins
- Enormous strength and stiffness (flexural strength: 90MPa)

iglidur i4000 resin
- Especially for precise gears
- Up to 3.5 times longer service life than standard resins in the gear test
- 13 times higher elongation at break than i3000
- High strength and good impact resistance

iglidur i6000 resin
- Food-safe according to EU 10/2011
- High surface quality (roughness Ra = 0.8µm; Rz = 4.2µm)
- PTFE-free
- Available in white and blue


Tips and print profiles for filament 3D printing
3D printing tips
No more stringing, warping or spaghetti - with our 24 tips you can easily avoid common problems with filament printing.
Download here
Filament print profiles
For optimum processing of igus filaments, you can download the material profiles for selected printer models.
Learn moreIn-house material test laboratory and printing service
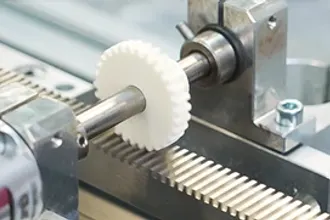
Tested!
3D printing materials made of iglidur compared to PLA, ABS and other materials and manufacturing processes.
To the test results
3D printing service
Customised, additively manufactured components with the online 3D printing service in just a few steps.
To the igus® 3D printing serviceConsulting
I look forward to answering your questions

Shipping and consultation
In person
Monday to Friday: 8 am – 8 pm
Saturday: 8 am – 12 pm
Chat-Service
Monday to Friday: 8 am – 5 pm
WhatsApp-Service
Monday to Friday: 8 am – 5 pm